A CNC press brake is one of the most important machines on any sheet-metal floor — and one of the easiest to specify incorrectly.
Buy too little tonnage and you can’t form your thickest parts; buy too much and you’ve tied up capital in capacity you’ll never use. Choose the wrong control or back gauge, and every job quietly takes longer than it should. This guide walks through every decision that matters, so you can write a specification that matches your real production — not a brochure’s headline numbers.
The press brake rarely works alone. In most shops it sits downstream of a laser cutting machine — blanks are cut, then bent — so your brake’s length and throughput should match what your cutting line produces.
Sizing tonnage & length · understanding X / R / Z / Y1–Y2 axes · choosing the CNC control · hydraulic vs servo-electric · crowning & deflection compensation · tooling systems · safety standards · a clear specification checklist.
01. Tonnage: sizing the bending force
Tonnage (bending force, in kN or tons) is the first number to get right, because it sets the ceiling on what you can form. Required force depends on four factors:
Approximate tonnage reference
Mild steel, air bending. Rough guide only — confirm against the manufacturer’s chart for your exact material, thickness, V-die and length.
| Thickness | Force / metre | V opening |
|---|---|---|
| 1 mm | ~6 t/m | ~8 mm |
| 2 mm | ~13 t/m | ~16 mm |
| 3 mm | ~22 t/m | ~24 mm |
| 4 mm | ~35 t/m | ~32 mm |
| 6 mm | ~70 t/m | ~50 mm |
| 8 mm | ~120 t/m | ~64 mm |
Standard V ≈ 8× thickness. Stainless ≈ ×1.5; aluminium ≈ ×0.5.
Rule of thumb — size tonnage to your heaviest regular job plus ~20% headroom, never to a once-a-year extreme. Over-sizing wastes capital; running at 100% constantly shortens machine life.
Force is nothing without rigidity
Tonnage only delivers accurate bends if the frame doesn’t flex. A welded, stress-relieved monoblock frame resists twisting during heavy cycles — frame construction, not just the headline number, determines real precision.
02. Length, throat depth & stroke
Three dimensions define what physically fits in the machine.
Working length — the usable bed/ram length, setting the longest part you can bend. Choose it from your longest regular workpiece plus margin; industrial beds start around 2,500 mm.
Throat depth (gap) — how deep a part reaches before hitting the frame. A deeper throat (e.g. 320 mm) lets you form larger boxes and channels in one setup.
Ram stroke & open height — set the maximum flange height and how easily tall parts lift out. A long bed is wasted on short parts; too little throat quietly limits geometry.

03. Axes & the back gauge
“Number of axes” describes how many movements the CNC controls automatically. More axes = complex parts formed faster, with less manual repositioning.
A simple bracket shop is well served by 4+1 axes; complex, high-mix work benefits from 6+1 or 8+1. A fast back gauge on brushless servos and ball-screw guides turns those axes into real productivity.

Don’t over-buy axes
Each one adds cost. Map your typical geometry first — if most parts are simple flanges, extra axes sit idle. Expandable back gauges are a sensible middle path.
04. The CNC control system
The control is the brain of the machine and shapes the daily operator experience. The established names — Delem, ESA and Cybelec — are supported worldwide, which matters for spare parts and operator familiarity.
When comparing, weigh 2D vs 3D programming, automatic tonnage and bend-sequence calculation, offline programming so jobs prepare while the machine runs, and tool libraries with automatic angle correction for springback. Choose a control your operators can learn quickly and your region can service — a powerful control nobody can program is a liability.
Match the control to the operator
A high-resolution touchscreen with intuitive graphical programming flattens the learning curve. Confirm which control brands and axis counts a supplier offers to fit your work.

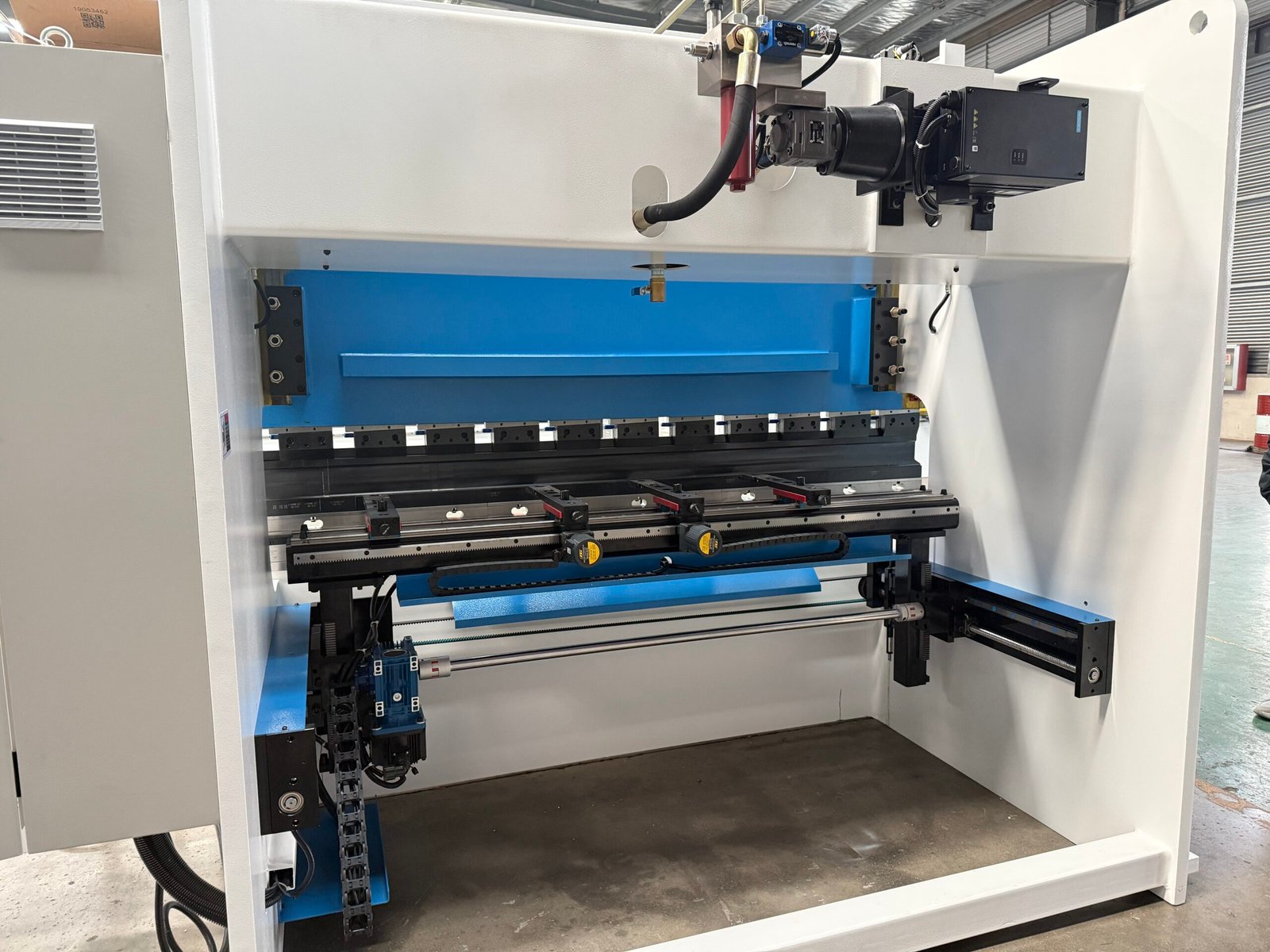
05. Drive type: hydraulic, electric or hybrid
How the ram is driven affects accuracy, speed, energy use and maintenance.
Servo-hydraulic — the workhorse for medium and high tonnage. Closed-loop control synchronises Y1/Y2 while delivering the force thick plate demands. Premium components (e.g. Bosch-Rexroth) and good seals separate a durable machine from a leaky one.
Servo-electric — very fast, highly repeatable and energy-efficient, no hydraulic oil. Excellent for thin-to-medium work and high cycle counts, though less common at very high tonnage.
Hybrid — a servo-driven pump with hydraulics, cutting energy and noise while keeping high force.
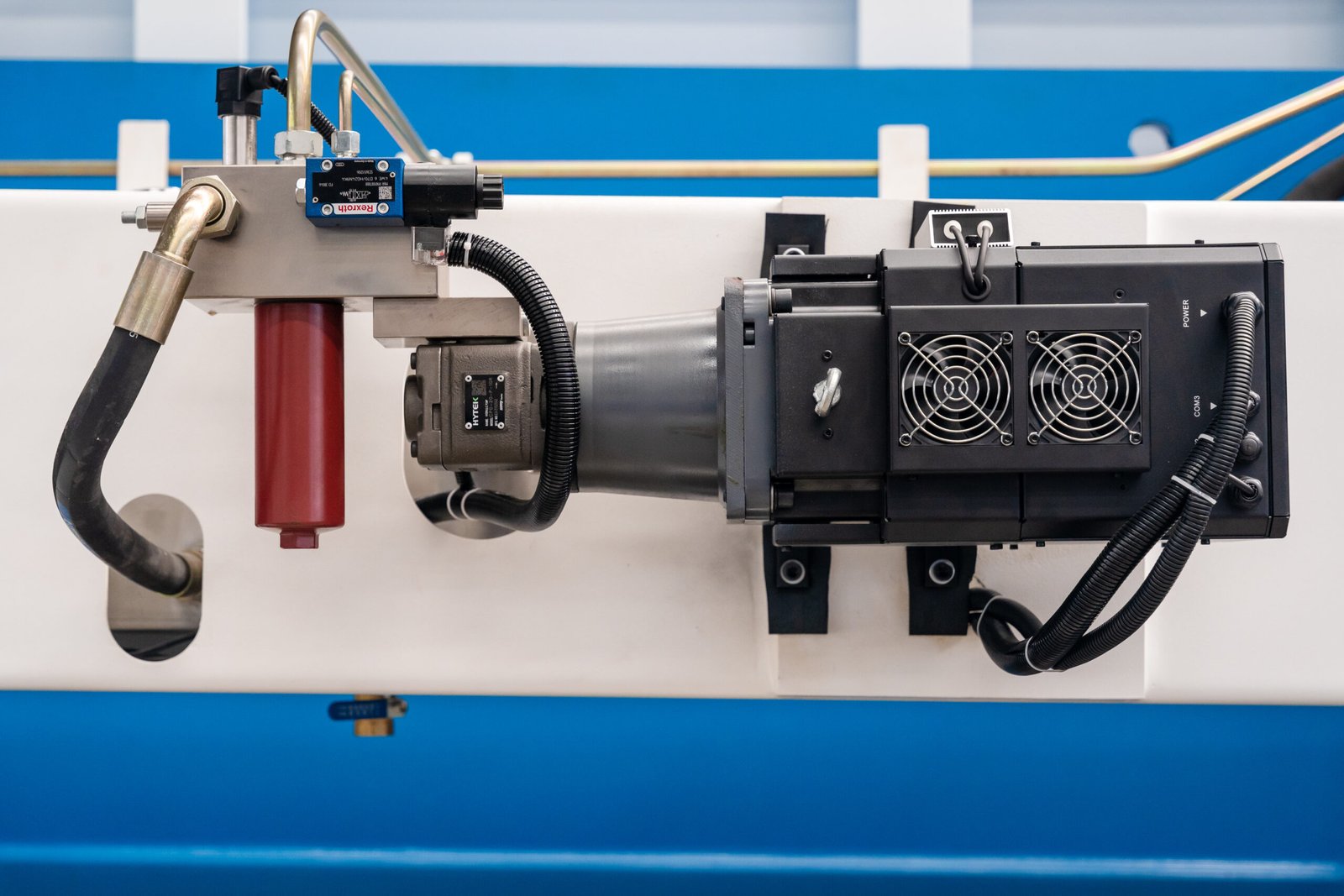
Components decide longevity
Two machines of equal tonnage age very differently. Branded hydraulics, servos and electrics cost more upfront but mean fewer breakdowns. Ask for the component list, not just the spec sheet.
06. Accuracy & crowning
Under heavy load, both ram and bed flex slightly in the middle, producing a bend that’s a touch open at the centre and tighter at the ends. A crowning system compensates for this deflection — mechanically or via CNC — so the angle stays uniform along the entire bend.
For any shop selling tight-tolerance parts, crowning is not optional. Combined with closed-loop Y1/Y2 control, it lets a machine hold ram positioning to around ±0.01 mm across long bends. Ask how crowning is implemented and whether it adjusts automatically per job.

07. Tooling & clamping
Tooling is easy to overlook and expensive to get wrong. Pick a widely available tooling standard so you’re not locked to one supplier. Quick-clamp systems (hydraulic or pneumatic) cut tool-change time dramatically for high-mix work. Segmented tooling lets you form boxes and varied lengths from one set. Always clarify exactly which punches and dies are in the quote — the starter package can be a meaningful share of total cost.
08. Safety & compliance
A press brake is a powerful machine; operator safety is both ethical and regulatory. For EU import, CE compliance is mandatory; other regions have their own standards. Look for laser or light-curtain guarding that stops the ram if a hand enters the danger zone, higher-category safety circuits and interlocks, an IP65-rated electrical cabinet with branded components, and a properly guarded foot pedal and fencing.
Always ask for certification documents up front, and confirm the safety package is included rather than a costly add-on.
09. A decision framework
Before you request quotes, answer these in order — your answers become the specification.
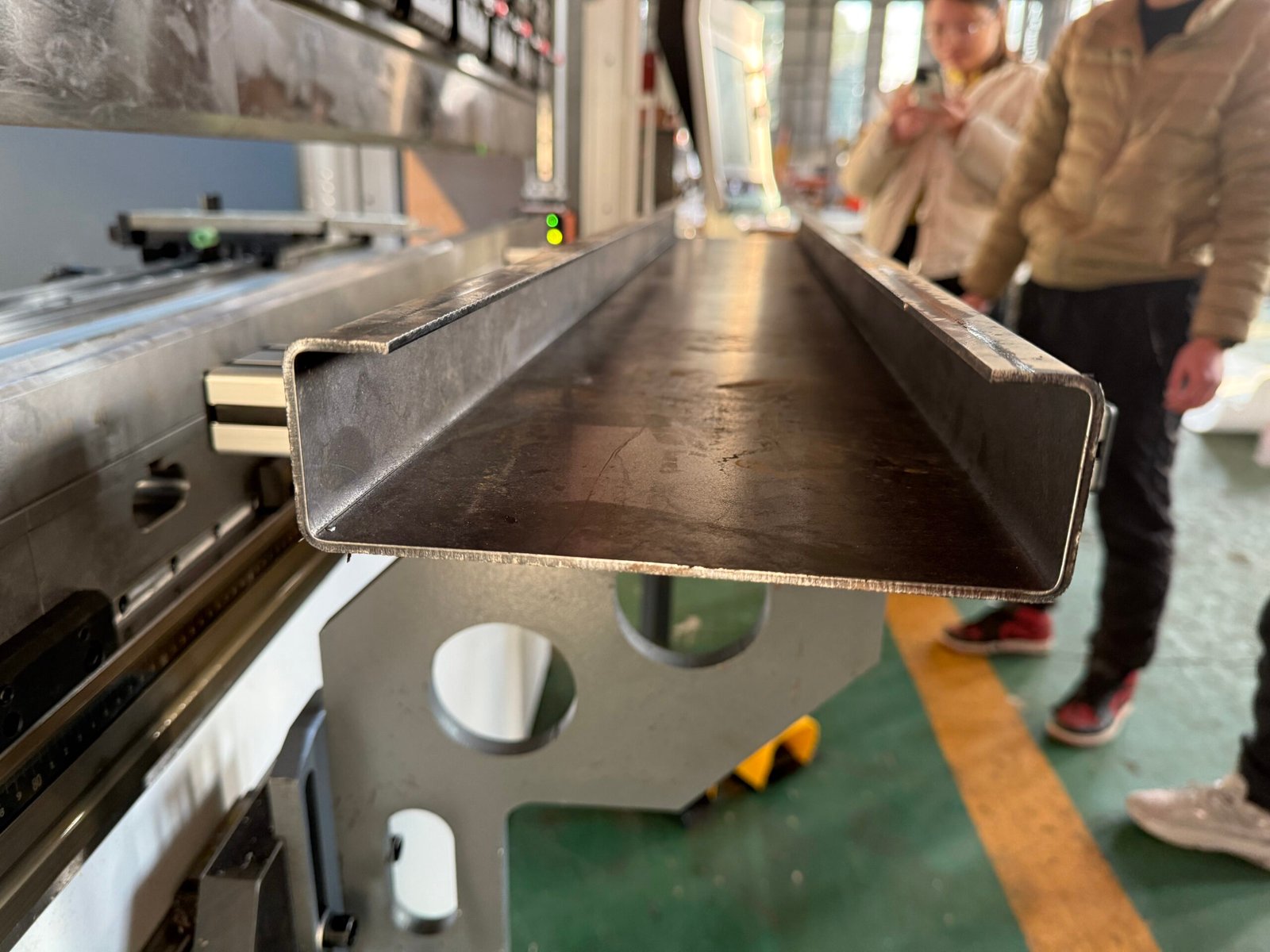
Ask for sample bends
The best validation is a sample. Send your drawings and material, and ask the manufacturer to bend representative parts and share photos, measurements and a test report. See our pre-sale service for how this works.