Choosing between a fiber laser and a CO₂ laser is one of the most consequential decisions you’ll make when investing in cutting equipment. Pick the wrong technology and you’ll either overpay for capability you never use, or buy a machine that struggles with your core material every single day.
The good news: the decision is rarely a coin toss. Once you understand how each technology actually generates and delivers its beam — and how that interacts with the materials you cut — the right choice usually becomes obvious. This guide breaks down the real differences in physics, materials, speed, running cost, maintenance, and total cost of ownership, then gives you a clear framework to decide.
How each technology actually works
Both machines cut by focusing a high-intensity laser beam onto a workpiece, melting or vaporising material along a path. The crucial difference is how the beam is generated and what wavelength it emits — because wavelength determines which materials absorb the energy efficiently.
Fiber lasers
A fiber laser generates its beam in an optical fiber doped with a rare-earth element such as ytterbium, pumped by banks of diodes. The beam travels through fiber optic cable straight to the cutting head — no mirrors to align. It emits at a short wavelength of roughly 1.06 microns, which metals absorb readily. That single fact explains most of the fiber laser’s advantages on metal: more of the energy does useful work instead of reflecting away.
CO₂ lasers
A CO₂ laser excites a gas mixture (carbon dioxide, nitrogen, helium) with electricity to produce a beam at a longer wavelength of about 10.6 microns. The beam is steered to the workpiece by a series of mirrors and lenses. That longer wavelength is poorly absorbed by reflective metals but extremely well suited to organic and non-metallic materials, where it produces exceptionally clean, polished edges.
Why wavelength is the whole story
Think of wavelength as a key and the material as a lock. The fiber laser’s short wavelength fits metals; the CO₂ laser’s long wavelength fits non-metals. Most of the practical trade-offs that follow — speed, cost, maintenance — flow from this single physical difference. Browse the full laser cutting range to see configurations for each.

Fiber vs CO₂ at a glance
Before we go deep, here is the head-to-head summary. The sections that follow explain each row.
| Factor | Fiber Laser | CO₂ Laser |
|---|---|---|
| Wavelength | ~1.06 µm | ~10.6 µm |
| Best for | Metals (steel, stainless, aluminium, brass, copper) | Non-metals (acrylic, wood, leather, fabric) |
| Thin-metal speed | Much faster | Slower |
| Electrical efficiency | ~25–35% | ~5–10% |
| Maintenance | Low — no mirrors, sealed source | Higher — optics, gas, alignment |
| Source lifespan | ~100,000 hrs | ~15,000–20,000 hrs (tube) |
| Edge quality on non-metal | Good | Excellent (polished acrylic edges) |
Figures are typical industry ranges and vary by machine, power class and configuration. Confirm exact specifications with your supplier.
01 Materials: the decision that drives everything
Material is the first and most important filter. Define what you cut most of the time — not the occasional exception — and the technology choice usually follows.
Where fiber wins: metals
Fiber lasers excel across the metal spectrum: carbon steel, stainless steel, aluminium, and — critically — highly reflective metals like brass and copper that older CO₂ machines struggled to cut safely. For sheet-metal fabrication, automotive parts, appliances, signage, and most job-shop metalwork, fiber is the modern standard. On thin sheet in particular, a fiber laser can run several times faster than an equivalent-power CO₂ machine.
Where CO₂ wins: non-metals
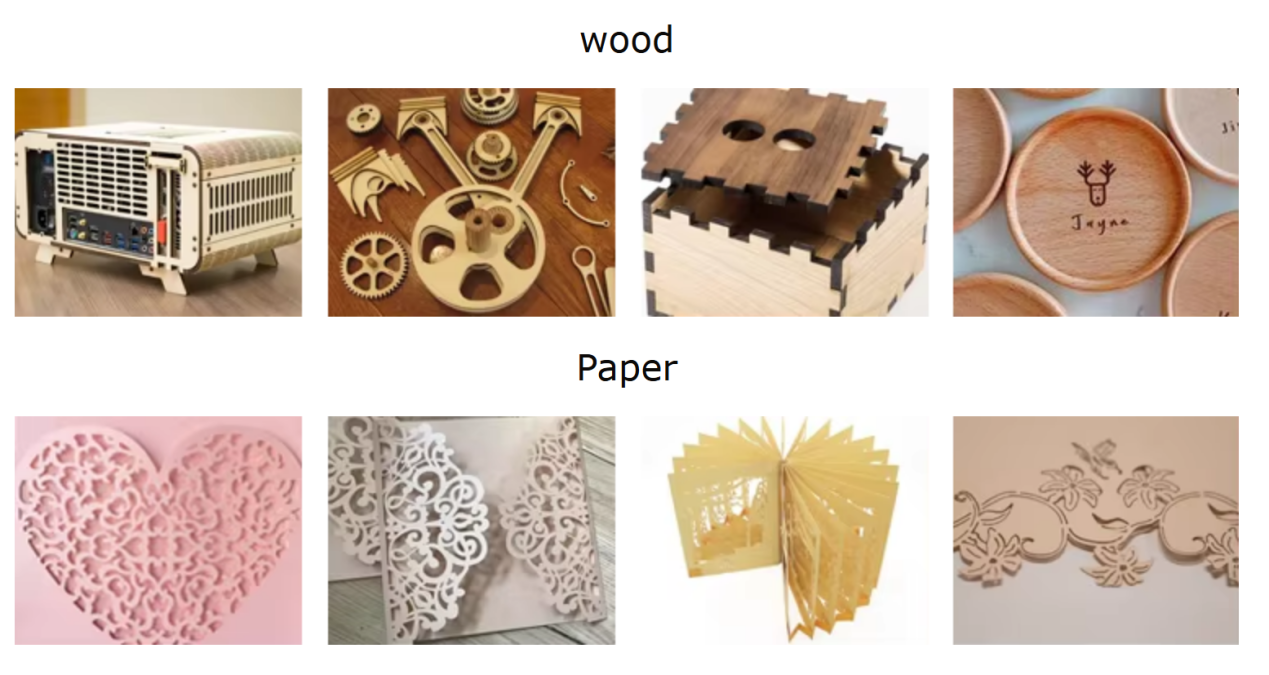
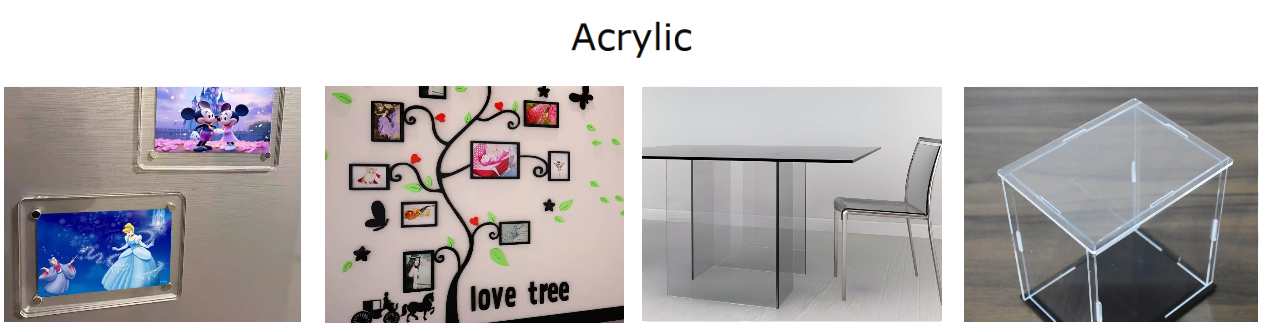
CO₂ lasers remain the benchmark for organic and non-metallic materials. On cast acrylic, a CO₂ laser produces a flame-polished, glass-clear edge that fiber cannot match. It also handles wood, MDF, plywood, leather, paper, many fabrics, rubber, and a range of plastics beautifully. For signage shops, packaging, textiles, and craft or display work, CO₂ is often the right tool.

The 80/20 rule
Don’t buy for the rare job. If 80% of your work is sheet metal and you occasionally cut acrylic, buy fiber and outsource the acrylic — or add a small dedicated CO₂ unit. Building your whole investment around a 5% use case is the most common and most expensive mistake buyers make.
02 Speed and thickness capacity
On metal, fiber’s efficiency advantage translates directly into throughput. Cutting thin steel and stainless (under ~6 mm), a fiber laser can move dramatically faster than a CO₂ machine of comparable wattage — a decisive factor in any production environment where parts-per-hour drives profitability.
As thickness increases, the gap narrows somewhat, but modern high-power fiber sources (6 kW, 12 kW, 20 kW and beyond) now cut thick plate that was once CO₂ territory. The thickness you can cut depends on laser power, assist gas, and material — so always validate against your actual material and thickness range, not a headline spec. Define your real range (for example, 1–20 mm carbon steel) and ask the supplier to demonstrate it.
03 Running cost and energy efficiency
This is where fiber’s lead becomes hard to ignore over a machine’s life. A fiber laser converts roughly 25–35% of electrical input into usable beam energy; a CO₂ laser typically manages only 5–10%. For a machine running multiple shifts, that difference shows up as a substantially lower electricity bill, year after year.
Fiber also avoids the consumable laser gas a CO₂ source needs and uses less assist gas in many thin-metal applications. Add in lower cooling requirements, and the operating-cost picture consistently favours fiber for metal production. CO₂’s running costs are justified only when its edge-quality advantage on non-metals is what you’re selling.
04 Maintenance and reliability
A fiber laser has no mirrors to align and a sealed, solid-state source rated for around 100,000 hours of operation. Maintenance is largely limited to consumables at the cutting head (nozzles, protective lenses) and routine cleaning. Uptime is high and the skill barrier for upkeep is low.
A CO₂ laser is more demanding. The beam path relies on mirrors and lenses that need periodic cleaning and alignment, the gas mixture must be maintained, and the laser tube is a wear item — typically rated for roughly 15,000–20,000 hours before replacement or recharging. None of this is prohibitive, but it adds labour, downtime, and recurring cost that you should factor into any honest comparison.

05 Upfront price vs total cost of ownership
Entry-level CO₂ machines can carry a lower sticker price, especially in lower power classes, which is why they remain popular for small non-metal workshops. But sticker price is the wrong number to optimise. The figure that matters is total cost of ownership over five to ten years: purchase price plus electricity, consumables, maintenance, downtime, and the value of throughput.
For metal production, fiber’s higher efficiency, lower maintenance, faster cutting, and long source life often make it cheaper to own within a couple of years — even when it costs more upfront. The right way to compare is to model your real duty cycle: hours per day, material mix, and power consumption. A supplier worth working with will help you build that estimate rather than just quoting a headline price.
06 A simple decision framework
Work through these questions in order and the answer will usually be clear:
- What do you cut 80% of the time — metal or non-metal? This single answer decides most cases: metal → fiber, non-metal → CO₂.
- What is your real thickness range? Match power class to the thickest material you cut regularly, not the thickest you can imagine.
- How many hours per day will it run? The more it runs, the more fiber’s efficiency and uptime advantages compound.
- Is polished edge quality on acrylic part of your product? If yes, CO₂ earns its place. If not, it rarely does.
- Do you genuinely need both? Many shops run a fiber machine for metal and a separate CO₂ for non-metal rather than compromising with one.
What about combo and “fiber-for-acrylic” claims?
You’ll see machines marketed as do-everything solutions. Treat broad claims with healthy scepticism and always demand a sample cut of your material at your thickness before committing. Physics doesn’t bend to marketing — a sample part tells you more than any brochure.
Let the cut decide
The most reliable way to choose is to send your real material and drawings to a manufacturer and ask for a sample cut and a recommended configuration. HORISTAR’s engineers will match power, source, and assist-gas setup to your material — see our pre-sale service for how the process works.